石化企业节水减排技术探讨
| 论文类型 | 技术与工程 | 发表日期 | 2007-12-01 |
| 来源 | 中国水网 | ||
| 作者 | 武首香,孙勇民,高红 | ||
| 关键词 | 石化企业;节水;减排 | ||
| 摘要 | 武首香,孙勇民,高红(天津现代职业技术学院) 摘要:本文综述了石化企业节水减排的理论、技术以及常用的措施。 关键词:石化企业;节水;减排 1我国水资源状况 目前世界面临着严重的水危机,我国的水资源短缺问题与世界相比更加突出。我国是一个干旱、缺水严重的国家,淡水资源总量为28000亿m3,占全球水资源的6%,仅次于巴西、俄罗斯、加拿大,居世界第四位。但人均只有2200m3,仅为世界平均水平的1/4,在世界上名列第121位,是世界上13个人均水资源最贫乏的国家之一。 水资源短缺与污染问题严重... | ||
武首香,孙勇民,高 红
(天津现代职业技术学院)
摘 要:本文综述了石化企业节水减排的理论、技术以及常用的措施。
关键词:石化企业;节水;减排
1 我国水资源状况
目前世界面临着严重的水危机,我国的水资源短缺问题与世界相比更加突出。我国是一个干旱、缺水严重的国家,淡水资源总量为28000亿m3,占全球水资源的6%,仅次于巴西、俄罗斯、加拿大,居世界第四位。但人均只有2200 m3,仅为世界平均水平的1/4,在世界上名列第121位,是世界上13个人均水资源最贫乏的国家之一。
水资源短缺与污染问题严重并存。工业迅速发展,导致水污染日趋严重。全世界每年排放工业废水约4260×108m3,这使可供人类使用总量1/3的淡水资源受到污染,导致本来就很紧张的淡水资源雪上加霜[1]。作为用水大户和排污大户的石化企业,节水减排是石化企业实现可持续发展非解决不可的大事。
2 我国石化企业用水状况
国内石油化工企业所在地区的水资源状况差异很大,所处地区的人均水资源占有量为160470 t,且有60%以上的企业处在严重缺水地区。并且我国石油化工企业都是大型联合企业,用水量大、污水排放多。据统计,1997年原石油化工系统加工原油消耗新鲜水13.5亿t,约占全国工业用水总量的2.78%,废水排放总量8.75亿t,占全国工业废水排放总量的3.85%,2002年全国石油化工废水排放总量达33.7亿t,占全国废水排放总量的17.8% [2]。近年中国石化企业用水情况见表1。
表1 近年来中国石化用水情况
| 项 目 | 取(新鲜)水 量Gt | 工业用水重复利用率% | 万元工业产值耗水量(1990年不变价)t | 炼化企业加工每吨原油耗水量 t |
| 2002年 | 13.5 | 91.0 | 79.0 | 1.64 |
| 2001年 | 14.3 | 89.0 | 95.0 | 1.80 |
| 2000年 | 16.8 | 87.1 | 112.0 | 2.04 |
| 1999年 | - | - | 99.6 | 2.04 |
| 1998年 | - | 84.5 | 136.2 | 2.44 |
随着经济的发展,企业规模不断增加,搞好水资源的综合利用对我国石油化工企业实施可持续发展战略具有重大意义,节水和减少排污问题显得尤为重要。目前尽管节水减排工作取得了可喜的成效,但是我国石油化工行业每年污水排放量仍达8亿t以上,而目前的污水回用率仅为30%,可见石油化工行业节水的潜力巨大,任务艰巨。
3 石化企业节水减排理论与技术
石化企业是用水大户,用水量中约80%以上是用作冷却水,其余是作为其他工艺用水和生活用水等等。冷却水如能尽量减少直流而进行高效率的循环使用,用水量就能大大减少,故石化企业节水的重点是冷却水,循环冷却水的使用水平是衡量企业用水合理性的重要指标。
目前国内外对石油化工企业节水减排,提高水的综合利用率越来越重视,这方面的研究也成为热点,已经形成多种相关的节水减排理论和技术,现就比较典型的几种作一介绍:
3.1 数学优化理论
从20世纪 80年代起,水的优化分配就已开始研究,且仅针对简单的单杂质系统。到目前数学优化理论有了较大发展。该方法是在工程师定义的约束条件下,以产生新鲜水流量的最小值为目标函数的非线性规划。其主要内容是:建立结构模型,找出约束条件,形成数学模型,即非线性方程组,最后通过数学优化软件设计最优用水系统。该方法是处理多杂质和特殊模型的用水系统问题的有效工具,其中研究较多的有超结构模型等,其缺陷在于结构过于复杂。
3.2 水量平衡测试理论
水量平衡测试技术是指导企业水系统中用水元节水的重要方法。该理论是通过企业用水现状调查,对各用水单元进行水量平衡测试,找出取水量、补充水量、复用水量、排水量、耗水量及渗漏水量之间的关系,绘制水量平衡图;开发查漏技术,建立快速有效的查漏方法,查找漏点并进行修复和改造;通过用水的合理化分析,制定有效的节水方案、措施及行业用水定额体系。但是,该理论仅限于单元节水研究,缺乏对系统的整体性优化研究[3]。
3.3 水夹点技术
水夹点技术[4]由英国曼彻斯特理工学院的YP Wang 和Robin Smith 于1994 年首次提出,将20世纪90年代得到极大发展的过程集成技术应用于新鲜水用量最小化、废水产生量最小化和废水处理系统设计。也就是说,水夹点技术是通过构造浓度组合曲线找出夹点,计算鲜水消耗的最小流量和废水产生的最小流量。依据系统所需的工艺水质和水量状况,通过将部分过程用水进行一水多用、循环复用、串联使用、或加水稀释后再用等,重新对水的流向和流量进行合理规划,从而实现整个系统新鲜水消耗的流量最小和废水产生流量最小。
目前,水夹点技术在工程的应用中都获得了较好的节水减排成效,其推广应用的价值越来越被人们重视。梁伟等[5] 以水的循环利用率最大为目标,运用水夹点设计与优化进行分析、综合和改造用水操作,并把计算机技术与水夹点技术结合起来,能够使水夹点技术更有效、更快捷、更准确地完成水系统优化的改造。汤小玲等[6] 应用水夹点技术对焦化用水操作进行了详细分析,实际应用得到了很好的效果。可见应用水夹点理论对企业用水系统进行优化设计,可以获得很好的节水减排效果,有较大的推广应用价值。
4 石化企业节水减排措施
目前对石化企业实施节水减排的措施除了企业对用水系统进行整体规划、 改变废水回用观念外,还应完善用水工艺、开发废水回用技术,完善并推广节水减排理论的工程应用。
在完善用水工艺方面,主要为循环冷却水的使用水平。循环冷却水系统是石化企业重要的公用工程系统,也是石化企业最大的用水单元,一般循环水系统消耗的水量占工业用水量的2/3,甚至更多。实现循环水系统的节水运行与管理,需要在保证生产装置对循环水科学合理的需求基础上,通过采取有效的工艺和措施,降低蒸发损失量、减少排污量、控制风吹损失、杜绝渗漏损失,或者通过替代水源减少总补水中的新鲜水耗量,以取得节水的效果。
4.1 提高系统运行的浓缩倍数,实现节水运行
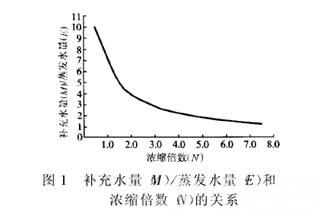
在敞开式循环冷却水系统中,浓缩倍数是一项主要指标。浓缩倍数越大,说明水重复利用率越高,排污越少,当然补水也会越少。所以说,提高浓缩倍数是节水之关键。浓缩倍数与排污量的关系见图 1。
一般来说,实现系统的高浓缩倍数运行,在系统工艺能够保证的基础上,主要从2个方面开展工作:(1)在不对补水进行预处理的前提下,完全通过高效水处理药剂的开发,提高循环水系统的绝对运行控制水平,实现系统的高浓缩倍数运行;(2)对于补水水质较差,或受客观条件限制,无法大幅提高水处理剂的性能时,也可以采取对补充水进行预处理的办法,改善补水水质,以利于循环水系统浓缩倍数的提高。这种措施在北方高碱高硬水系尤其适用,而且综合效益明显,在一些公司已得到了成功应用。
张国锋等[7]指出,通过改善补充水水质、减少非蒸发损失水量、高碱高硬补充水加酸运行等措施,可以提高浓缩倍数。欧阳志等[8]认为系统设计不合理是制约浓缩倍数提高的关键;加强现场管理是提高浓缩倍数的有效手段;水质稳定处理技术的进步是提高浓缩倍数的有力保障;并提出了在高浓缩倍数条件下运行的几点建议。郭亚丽等[9]分析了乌石化公司几套循环水系统及补水现状,提出加酸运行能有效提高循环水浓缩倍数并简述加酸运行的必备条件。另外,陈文召等[10]的研究表明,敞开式净循环冷却水系统中,随着系统浓缩倍数的提高,系统的补充水量与排污水量将迅速降低。在系统的浓缩倍数在N=4左右时,补充水量、排污量和循环利用率都比较经济合理。
中国石油天然气股份有限公司辽阳分公司采用了高浓缩倍数循环水处理技术,使两个循环水系统的腐蚀、结垢及微生物都得到了很好的控制,浓缩倍数由原来的2.5~3.5提高到6.0以上,补充的新鲜水量明显下降,系统运行费用趋于合理[11]。以上的研究表明,提高浓缩倍数的水处理技术,可大大提高节水效果,实现较好的经济效益。
4.2 开发利用替代水源,减少新鲜水用量
4.2.1 污水回用
优化工艺只是节水工作的第一步。要使企业的取(新鲜)水量进一步降低,污水回用是必经之路。中国石化每年污水排放量达800Mt以上,其中炼化企业排放量为297Mt,而目前的污水回用率仅为30%,回用的潜力巨大。
污水回用是利用企业二级达标排放的污水,经过深度处理后,回用于循环水系统。除回用二级达标排放的污水外,石化企业还有一些废水水源可以考虑应用,如自建水厂的排放水。另外,循环水系统自身的排污水也是可以考虑再利用的一个水源[12]。目前,国外的污水回用观念已经由“深度处理后回用”转变为“去除某些影响因素后回用到特定对象”,而国内的污水回用大多数采用深度处理工艺,由于技术、设备等方面的原因,回用效果不理想,企业回用污水的积极性受到很大的影响。
目前将污水回用到循环水系统的方法大体有两种:深度处理后回用和达标污水简单预处理后回用。前者存在着污染物去除不彻底,污水回用后水质控制困难,尤其是细菌孳生引起的微生物粘泥、腐蚀以及结垢问题难于解决。而且深度处理的初期设备投入巨大[13]。
4.2.2 冷凝液回收
各石化企业生产装置规模不同,每小时所产生的冷凝液在几十吨或几百吨不等。除了在装置内直接利用的部分冷凝液外,仍有大量高温冷凝液无法直接利用,如果简单地排放,不仅会造成热污染,而且也浪费了宝贵的水资源。一般冷凝液的水质都较好,因此,应加强该部分水资源的利用。
现有冷凝液回用的企业,多将其回用于脱盐水系统和循环冷却水系统。回用冷凝液,必须充分考虑到其高温、低盐的水质特性及非正常状态下可能存在的物料泄漏问题,做好相应的水质监测和回用预处理。高温冷凝液回用于离子交换脱盐水工艺时,需配套建有活性炭吸附和高温冷凝液降温设施,并要注意冷凝液的使用对脱盐水进水水质的影响[14]。
5 结束语
水是宝贵的自然资源,世界面临的水资源短缺问题日益严重,我国更是面临严峻的水资源短缺问题。作为用水和排污大户的石化企业,节水减排的工作任重而道远。必须做到开源、节流与治污并举,改变用水观念,不断开发新的技术和措施,有计划有步骤地开展节水减排工作,实现企业增效节水。
参考文献:
[1] 乔映宾.节水减排 刻不容缓[J]. 当代石油石化,2001,9(3):1-4.
[2] 金亚娟. 浅谈石化企业节水及水资源综合利用[J]. 当代石油石化工 2002,10(9):33-35.
[3] 曹雨平,杨瑞洪,李定龙. 国内石油化工行业节水减排综评[J]. 石油化工环境保护,2006,29(1):6-9.
[4] James GMan , YALiu. Industrial Water Reuse and Wastewater Minimization. 北京:中国石化出版社,2001. 8-19.
[5] 梁伟,苗磊,赵国铮等.水夹点设计与优化在工业节水中的应用[J].节能技术.2006,25(05):390-393.
[6] 汤小玲, 戴友芝.水夹点技术在节水减排中的应用[J]. 炼油技术与工程.2004,34(10):56-58.
[7] 张国锋.循环水高浓缩倍数运行实现节水减排[J]. 河南化工.2006,23(6):39-40.
[8] 欧阳志.提高循环冷却水浓缩倍数的有效途径[J]. 工业水处理.2001,21(9):8-11.
[9] 郭亚丽,林惠芳,王冰.加酸运行提高我厂循环水浓缩倍数的研究[A].2004全国水处理技术研讨会论文集.2004.10:196-200.
[10] 陈文召,董有,梁军波.工业循环冷却水系统中的浓缩倍数[J]. 工业安全与环保.2005,31(3):41-42
[11] 周宝秋,董本东.高浓缩倍数循环水处理技术的工业应用[J]. 石油化工腐蚀与防护.2004,21(6):46-47.
[12] 梁秀文.石化企业循环水系统的节水运行与管理[J]. 工业水处理,2003,23(11):18-20.
[13] 张利强,李本高.石化行业用水现状及展望[J].石油化工腐蚀与防护,2004,21(4):27-29.
[14] 李晨光,季海涛,孙召强等。石化企业废(污)水回用及其资源化利用分析[J]. 化工技术经济,2002,(2):26-29.
Technical Discussion on Reducing Water Consumption and Waste Discharge for Petrochemical Enterprises
WU Shou-xiang, SUN Yong-min, GAO Hong
(Tianjin Modern Vocational Technology Institute)
Abstract:Theories, techniques and measures about reducing water consumption and waste discharge for petrochemical enterprises were discussed in this paper.
Key words: petrochemical Enterprises; reducing water consumption; waste discharge
相关推荐
论文搜索
月热点论文
论文投稿
很多时候您的文章总是无缘变成铅字。研究做到关键时,试验有了起色时,是不是想和同行探讨一下,工作中有了心得,您是不是很想与人分享,那么不要只是默默工作了,写下来吧!投稿时,请以附件形式发至 paper@h2o-china.com ,请注明论文投稿。一旦采用,我们会为您增加100枚金币。



